涛天巨浪从容渡,越是艰险越向前。10月18日,是中国船舶工业高质量发展史上具有跨越意义的日子,这不仅仅是中国民用船舶建造领域的主力军——中国船舶集团旗下上海外高桥造船有限公司的生日,同时也是中国人自己的第一艘大型邮轮的好日子。

自2019年10月18日正式开工点火钢板切割到今天,历时整整两年,中国首制大型邮轮在上海外高桥造船有限公司二十二岁生日当天,如期实现全船贯通,标志着中国船舶工业在大型邮轮建造领域取得重大突破,距离造船行业皇冠上最耀眼的明珠更近了一步。

全船结构最后一吊———雷达桅
当天上午,公司隆重举行中国首制大型邮轮全船贯通仪式。公司党委书记、董事长王琦,党委副书记、总经理陈刚等全体公司领导,历任公司老领导、老专家,上海市经信委及驻厂船东船检代表,以及来自外高桥造船、外高桥海工的600余名员工代表共同见证了这一庄严而又令人自豪的时刻。
大型邮轮被誉为移动的“海上现代化城市”,舒适程度和豪华程度堪比五星级酒店。作为整船最基础的船体建造部分,挑战也是首当其冲。邮轮船体建造就好比搭积木,要把钢板切成零件,零件拼成分段,分段组成总段,形成一块块积木,再到船坞内把每个总段精准地总组在一起,进入搭积木环节。邮轮专用的船坞长740米、宽76米,步行一圈需要25分钟,搭好邮轮这座前后长度误差不超过20毫米的“巨无霸积木”,其建造难度可想而知。
在过去的731个日夜里,从6万份图纸到675只分段、74只总段再到总长323.6米、型宽37.2米的流畅船体,邮轮女神真容初见。外高桥造船人在攻坚克难中展现了船舶工匠的拼搏底色,在劈波斩浪中诠释了明珠先锋的使命担当。
与其他民用船舶不同,由于受到严格的整船重量重心和美观度要求,80%的邮轮分段为4~8毫米的薄板分段。薄板在加工、吊运过程中非常容易发生变形,进而导致船体结构错位,引发火工矫平和开刀修正。因此,薄板变形控制是邮轮结构建造必须逾越的第一道难关。

邮轮烟囱区域总段吊装
邮轮薄板变形控制贯穿于薄板生产制造、总组、搭载的各个环节。首制大型邮轮有超一万吨的薄板用量,目前在国内针对如此大规模的薄板变形控制尚无成熟经验可借鉴,这也注定了邮轮不平凡的船体建造之路。但哪里有难题,哪里就是造船人攻坚发力的支点。从这个支点开始,造船人一步一步征服大型邮轮这项巨系统工程。
设计源头强化精度管理。在设计阶段,设计和工艺团队结合企业人力、场地、工装等资源设施的实际情况,通过合理策划不同分段/总段的预舾装比率、总段划分和吊装有限元分析以及工艺工装策划,协同开展精度源头管控,最大程度减少薄板变形的可能性。
邮轮的分段、总段划分与厂区设备设施的运载条件息息相关。分段、总段的大小会对生产效率带来显著影响。邮轮结构整体分为机械处所和非机械处所两大模块,机械处所是邮轮的核心功能区域,贯穿船体的整个底层区域,承担全船动力和生活保障功能。机械处所的分段划分不仅要匹配建造场地条件,还要考虑到区域内排布的众多设备,综合平衡舾装的安装量,保证总段完整性。非机械处所包括住宿、餐饮、娱乐、休闲等生活区域,是乘客主要的活动场所,这些区域的主要特点是薄板结构多、框架结构少,且结构必须要同时满足船舶力学要求和内装美学要求。结构精度的把控也决定了邮轮内装的精度。非机械处所分段划分不仅要考虑各条工艺路线的场地设备能力,还必须综合考虑区域结构强度以及未来大量物资的封舱和安装因素,可以说邮轮的船体建造和舾装与内装是深度融合的。
智能车间助力薄板制造。外高桥造船专门打造了国内第一个邮轮专用薄板智能生产车间,引进T-BEAM流水线设备和八台焊接机器人,创新采用激光切割、激光复合焊等技术,应用5G+机器视觉,以MES系统为核心,搭配工业物联网技术实现产线智能化管控,为薄板分段的钢板调运、切割、加工、分段建造效率和精度管理赋能助力。

薄板智能生产车间
技术攻坚解决焊接难题。对于无法进行自动焊的部分,薄板建造团队组织进行薄板拼板埋弧焊接、球扁钢焊接等关键技术攻关,联合设计、工艺、质量相关团队,从人、机、料、法、环等维度逐一开展技术归零、管理归零工作。通过多轮次的问题分析和现场实践,发挥专业化施工班组尖兵作用,成功攻克一个又一个技术难题,形成规范化的过程监控手段,并在此基础上编制《埋弧焊工艺优化报告》,不断强化埋弧焊接质量,为薄板分段的快速建造奠定基础。
专项行动塑造“女神线条”。舷墙外板是大型邮轮重要的“面子工程”,对美观度要求极高,邮轮女神优雅的身姿线条便来源于此。邮轮艉部舷墙分为五层,由30多个片段组成;艏部舷墙共十多层,每层包括6~8个,共有70多个片段。舷墙每层形状均有所不同,创下了我国造船行业单一船型舷墙建造数量和难度之最。如何做好邮轮薄板造型板的线型和平整度控制,是平台总段建造的难点之一。

邮轮艉部餐厅总段吊装
为保证建造精度和质量,外高桥造船投入大量精力,开发应用多种工装进行矫正辅助,一举攻克舷墙建造瓶颈,先后解决切割变形、外板成型控制、舷墙矫正控制等问题,为邮轮实现全船贯通打下坚实基础。
严苛标准保持“女神纤体”。在正式进入船坞搭积木之前,分段总段还必须按要求完成上船前的称重工作。大型邮轮对整船重量重心控制的要求细化到了极致。所有上船的材料设备都要进行称重,满足相应的重量要求。船上产生的建造废料在带下船之前也要进行称重。大型邮轮甚至在油漆膜厚施工工艺标准上也制定了严格的标准,每个区域都有相应的要求,一旦超出标准就必须重新喷涂。

油漆膜厚检测
外部塑形体,内部丰经络。邮轮全船贯通工作不仅包括船体建造,还包括船上分段总段的舾装和内装设备的上船封舱工作。
邮轮舾装作为全船贯通的前序步骤之一,是推进全船顺利搭载、确保坞内区域完工的重要环节。邮轮舾装施工物量巨大(例如电缆总长超4200公里、管系总长350公里、风管总长450公里等)、安装种类繁杂、合作相关方众多,尤其是关键设备、大型设备的封舱要求决定了舾装工作必须按照工艺工序设计严格落实。邮轮舾装覆盖管系、电缆、设备、铁舾等多个类别,其中又各细分为若干子类别。目前已完成全船675个分段以及74个总段的舾装工作,正式转入船坞舾装阶段。机械处所设备安装达到70%,风管安装进度达到90%、舱室附件报验全部完成,全船51个空调站设备已封舱结束、预制管安装达到80%、铁舾施工进展超过80%。9月,机舱艏部发电机盘车机实现动车,全船施工取得由“静”到“动”的重大突破。

邮轮舾装部分区域
在搭载阶段,内装工作已经提前介入。尤其是平台总段阶段,全船500多间铝合金阳台、500多扇门窗已经完成安装。通过“高空作业平地做”,提前进行阳台安装,可以有效降低安装作业风险、缓解厂内吊车作业负荷,并且将2小时工期压缩至1小时,显著提升施工效率。
进入船坞后,船体建造面临的困难和挑战逐步达到了高峰。
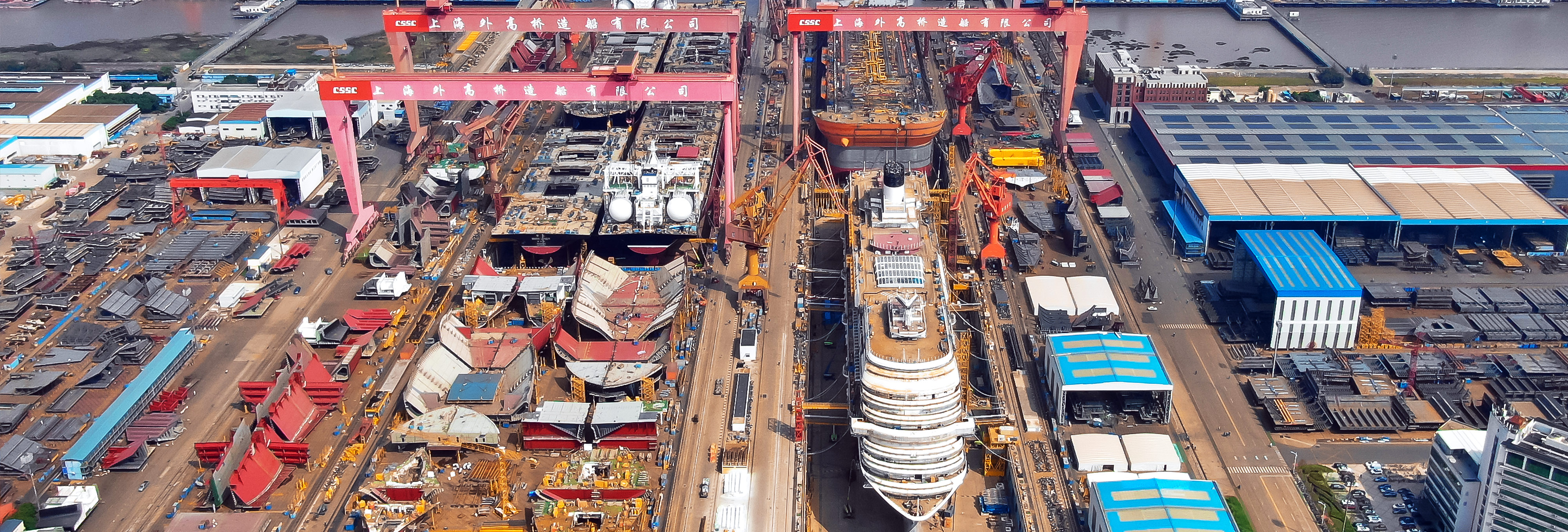
首制大型邮轮从入坞搭载第一个总段到全船贯通,需要在专用船坞内进行11个月的连续总装搭载,在此过程中,外高桥造船还要克服同一个船坞内民船和海工项目同时建造的挑战。如何做好人力、场地、工装等各项资源设施的统筹协调工作,确保三型产品高效并行建造,是搭好邮轮这个“巨型积木”第一个要攻克的挑战。

邮轮、民船、海工三型船同坞并造
盘活资源保障总段搭载。外高桥造船集中设立4号平台、8号平台邮轮总组场地,并通过增加总组托架、运用动力头搬运等方式优化总组工艺方案,有效提升了总段建造、移位周期、效率、状态及各部门协同效能,确保邮轮总段先行中日程、后行计划按时开工,实现完工节点,并不断提高总段完整性。在推进邮轮项目的同时,民船和海工项目运行效率也通过扩大异地总组、采用新工艺等方式稳步提高,实现了企业跨地域生产、跨项目大协同。
运用新工艺进行整体矫平。外高桥造船制定了一套完整的邮轮薄板矫平体系,采用电磁矫平法代替传统火工进行整体矫平。根据每一层甲板的结构布局、施工作业、变形情况等制定专项矫平方案,大幅提高矫平效率,实现精准控制,为解决邮轮薄板总组引发的变形问题解锁了高分答题攻略。在此过程中,形成一支将近60人的薄板专业电磁矫平队伍,以“邮轮年底起浮前一次完成矫平工作”为目标,这只队伍平均每个月要完成5000余平方米区域的矫平工作,截止目前已矫平完成9.2万平方米。

大型邮轮薄板电磁矫平
24小时管家式安保消防一体化管理。大型邮轮工程涉及多个工种交叉作业,具有建造周期长、工序密集、施工人员多、特种作业多等特点,安全管理难度非常大。

邮轮内部安保消防演练
外高桥造船基于企业成熟的项目安全管理模式,通过借鉴国内外重点项目、产品安全管理理念,以制度建设、安全技术、相关方管理、应急管理等为基础,初步建立具有邮轮项目特色的“大项目安全管理体系”,保障项目安全运行;创新安保消一体化管理模式,成立安保消督察队,打造管理要求标准化、业务技能精细化、组织团队协同化的区域管家式安保消队伍,二十四小时为邮轮建造保驾护航;成立企业专职消防队,组织开展周度消防灭火救援演练和月度综合应急疏散演练,不断提高应急战斗力;创新构建临时消防水系统、报警系统、逃生系统以及弱电系统等,提高项目应急保障能力;月度全船应急撤离演习进入常态化管理;协同信息团队在邮轮各个登船口设置刷脸登船信息系统,提高精细化安全管理水平;进一步完善危险作业许可审批系统,提高危险作业现场管控能力。
360°全覆盖式质量管控。在重量控制方面,截止今年4月份,完成全船74批次、16000多张钢板、30000多支型钢、37000多吨钢材等原材料的工厂抽样验收。整体管控结果远远超出项目设定的标准要求。
在薄板焊接管理方面,围绕焊接质量、结构平整度以及焊脚高度开展日常质量监管。针对内场流水线制作阶段、外场总组以及搭载阶段,分别制定相应的质量控制方案,并按阶段与工位实施动态监控。
在相关方管理方面,结合项目组整体的Turnkey包(“交钥匙”工程)管理要求,面向近100家Turnkey商实施过程管控,采取一包一策的质量管控措施。在分包商入厂前,与分包商签署质量保证协议,并要求提供专项质量计划;分包商驻厂后,逐家开展Turnkey包开工审核和项目质量管理能力评价,并以过程审核、质量约谈、KPI监测等形式对分包商进行日常质量监管,实施动态评估。
全船绝缘区域达到20万平方米。在防火绝缘方面,围绕绝缘材料的使用、穿舱件管理、舾装件干涉等进行过程监管和控制;持续开展内外部培训和不定期的Lesson&Learn以提升施工人员能力水平,确保过程受控、质量达标。

邮轮内部绝缘区域
为满足背景工程交付以及区域完工交付的要求,按照最小的物理分隔单位对全船各功能区域实施代码化管理,根据区域功能属性完成全船8大类、37小类、5800多个子区域的定义,结合区域类别和检验项目要求完成区域检验地图的编制与发布,为区域内各相关方的施工与过程交付阶段提供了协同保障,并基于检验地图实现了区域过程完工进展的动态监测。
数字化、信息化、智能化解码巨系统工程管理。在邮轮坞内总装搭载阶段,舾装量大、施工工序复杂,如何有序高效地组织施工、保证各专业协同推进是项目最关键的环节。

SWS-TIME邮轮工程信息化管理界面
为了提高协同效率,外高桥造船发布了以设计数据为源头,贯穿采购、物流、建造和质量管控等造船全生命周期的新一代造船企业管理智能平台“SWS TIME”,在此基础上实现邮轮分段总段基线计划、后行舾装安装基线计划、管子制作滚动计划、分段总段月度滚动计划等多级建造计划体系的统一和信息集成,建立邮轮建造管理系统化、数字化的过程管控和动态化的实时反馈机制。
在邮轮船体建造过程中,持续推动“三维一体化”设计,实现首制大型邮轮全三维建模和设计数据的贯通。依托 “模型下现场”,大规模推动三维模型、图纸、工艺等信息以数字模式直达生产一线,实现移动应用的全面覆盖。

大型邮轮全船贯通仪式现场
目前,首制大型邮轮生产设计和采购工作基本完成,建造进度达到45%,转入全面内装工程、机械/电气完工和系统预调试及调试阶段。
一代人有一代人的星辰大海,一代人有一代人的漫漫征程。今天,造船人的蔚蓝征程就是矢志摘取造船行业皇冠上最耀眼的明珠。中国首制大型邮轮全船贯通是明珠征程上取得的阶段性胜利。在明珠征程中,外高桥造船逐步搭建了一套以数据为核心的数字化、信息化、智能化项目管理体系,覆盖复杂工程项目管理的设计、采购、建造、内装、完工和调试全流程,锻造了一支初心不渝、勇毅笃行的邮轮队伍。22年披荆斩棘,目标远大,前景光明,但前行的道路依旧充满挑战。外高桥造船将在中国船舶集团的带领下,持续加强企业风险识别管控、提升项目管理效率,以“一往直前”的韧劲拼劲和“一丝不苟”的干劲钻劲奋勇前进,胜利摘下最后一颗明珠,为中国船舶工业的高质量发展贡献更大力量!
声明:SWS外高桥造船原创内容,未经许可不得对本文的全部或部分内容进行修改、使用、转载、发表。
